実物の時計よりも高額!? 9000万円オーバーするデザイン画を描いた「スーパーコピー時計 n級界のパブロ・ピカソ」ことジェラルド・ジェンタとは
“スーパーコピー時計 n級界のパブロ・ピカソ”といわれた偉大な時計デザイナー、ジェラルド・ジェンタ。彼が手掛けた人気時計などのデザイン画が、オークションに出品されました。その落札価格は、実物の時計の人気に比例した、驚きの額でした。
人気時計のデザインを数多く手掛けた“時計界のパブロ・ピカソ”
ジェラルド・ジェンタは“時計界のパブロ・ピカソ”と評された、偉大なる時計デザイナーだ。ジュエラーから時計デザイナーに転身した人物ゆえに、宝飾品の要素を盛り込んだデザインで人気を博した。
1968年、ユニバーサル・ジュネーブに務めていた時にデザインした「ゴールデンシャドウ」が国際的な賞を受賞し、翌年には「ジェラルド・ジェンタSA」を設立し独立。様々な時計ブランドのためにデザインを手掛けただけでなく、やがては自らの会社から複雑系時計を発売するようになった。
IWC N級代引き「インヂュニア」、セイコー「クレドール・ロコモティブ」、ブルガリ「ブルガリ・ローマ(ブルガリ・ブルガリ)」、オメガ「コンステレーションC」など、ジェラルド・ジェンタは数多くのデザインを手掛けている。現在、入手困難なオーデマ ピゲ「ロイヤル オーク」やパテック フィリップ「ノーチラス」なども、ジェラルド・ジェンタがデザインしたものだ。
●聞き間違ってデザインした時計
そんな彼が手掛けた作品のデザイン画が先日、オークションに出品された。デザイン画にどれだけの価値がつくのかと思って見ていたが、腕時計の人気と比例していた。
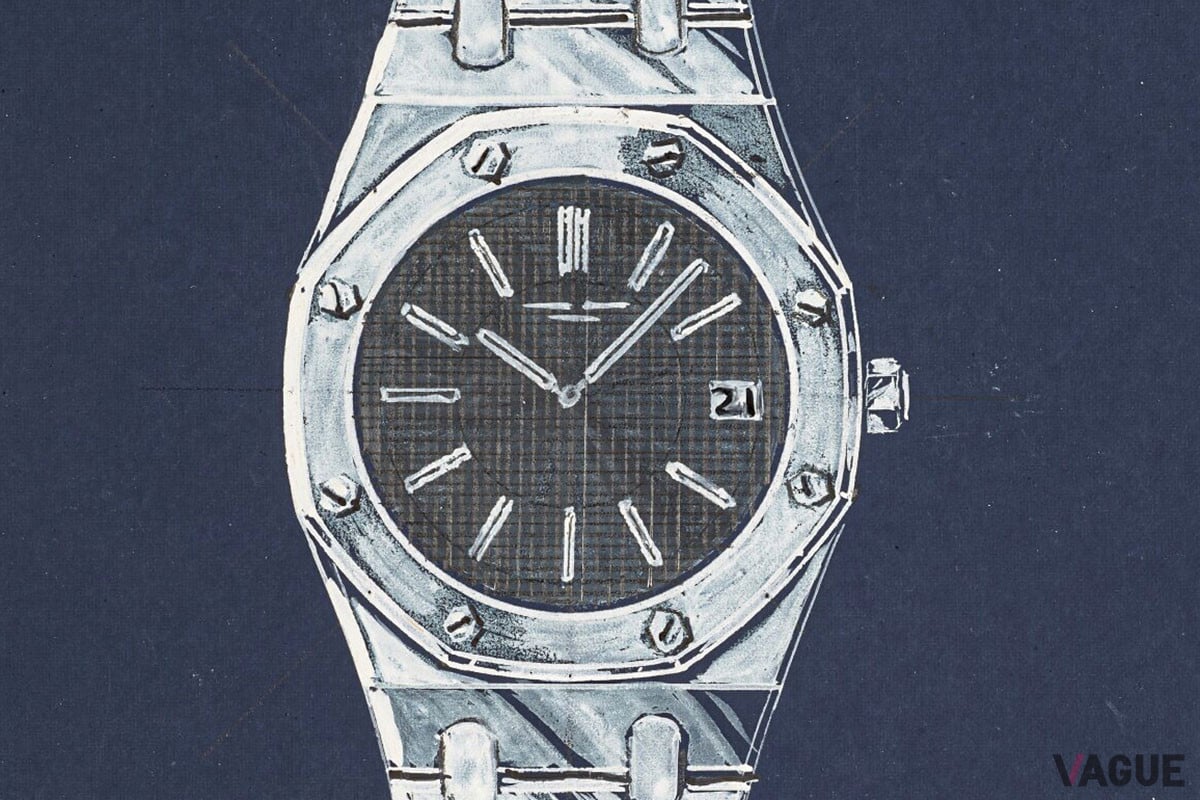
「オーデマピゲロイヤルオーク 偽物」はジェラルド・ジェンタが聞き間違えてデザインした、というユニークな逸話が残っているもの。オーデマ ピゲのCEO(当時)からの依頼は「今までにないスティール製のスポーツウォッチが欲しい」だったのだが、ジェラルド・ジェンタが勘違いして提案したのは“これまでにない耐水性”だった。
勘違いしたジェラルド・ジェンタは、子供時代に見かけたダイバーのヘルメットにヒントを得てデザインした、といわれている。ただ、オーデマ ピゲがこの8本ボルトの潜水ヘルメットを特定しようと試みたようだが、実在するか否かは定かではない。
そしてこのデザイン画、なんとたった1日で描き上げた、というから驚く。
2022年2月、ジュネーブでサザビーズが開催したオークションでロイヤル オークのデザイン画は56万4500フラン(邦貨換算約7340万円)で落札された。同オークションで落札された、もっとも安く落札されたデザイン画は約65万円だったので、ロイヤル オークの人気ぶりが伺える。